
Von der Werkzeugpräparation, über die Beschichtung bis hin zur Schichtnachbehandlung überlassen wir nichts dem Zufall. Jeder einzelne Prozessschritt ist darauf ausgerichtet, Ihnen die bestmögliche Werkzeuglösung für Ihre Zerspanungsprozesse zu bieten.
Werkzeugpräparation
Die Mikrogeometrie (Kontur der Schneidkante) eines Zerspanungswerkzeugs ist entscheidend für seine Leistungsfähigkeit.
Werkzeuge mit positivem Spanwinkel und scharfen Schneidkanten sind besonders schneidfähig, jedoch führt diese Eigenschaft auch zu instabileren Schneidkanten. Eine instabile Schneidkante ist besonders anfällig für Ausbrüche, welche eine niedrige Oberflächenqualität des Werkstücks sowie ein vorzeitiges Standzeitende zur Folge haben.
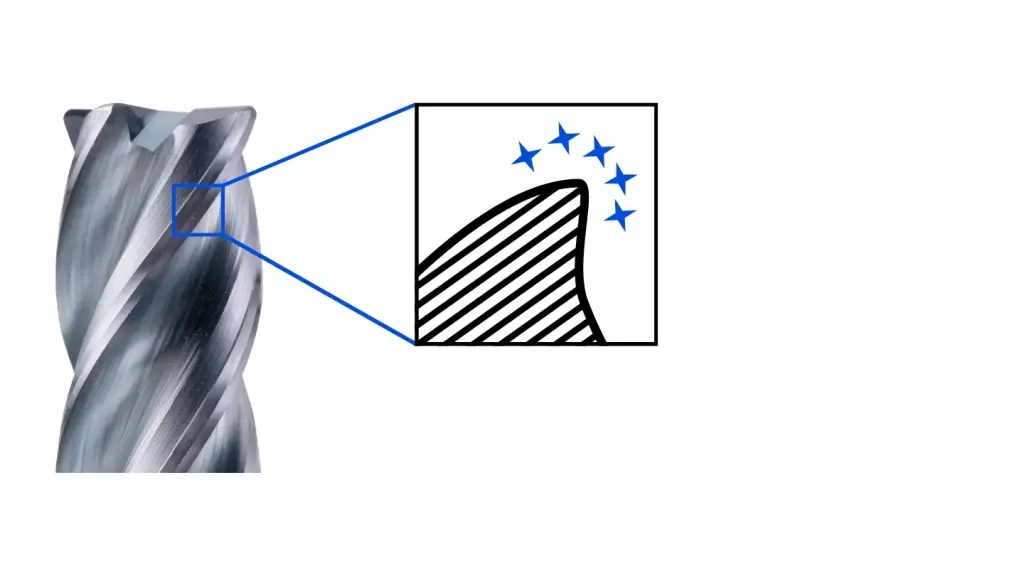
Definiert verrundete Schneidkanten sorgen für:
- Verbesserte Haftung der Beschichtung.
- Höhere Stabilität der Schneidkante.
- Deutlich erhöhte Werkzeugstandzeit und -produktivität.
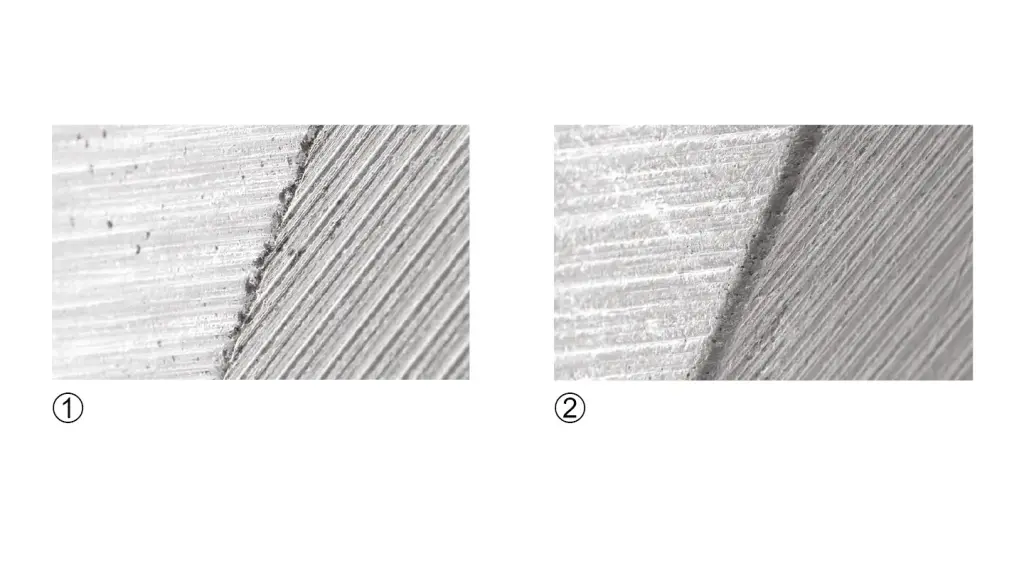
1) Nicht verrundete Schneidkante.
2) Definiert verrundete Schneidkante.
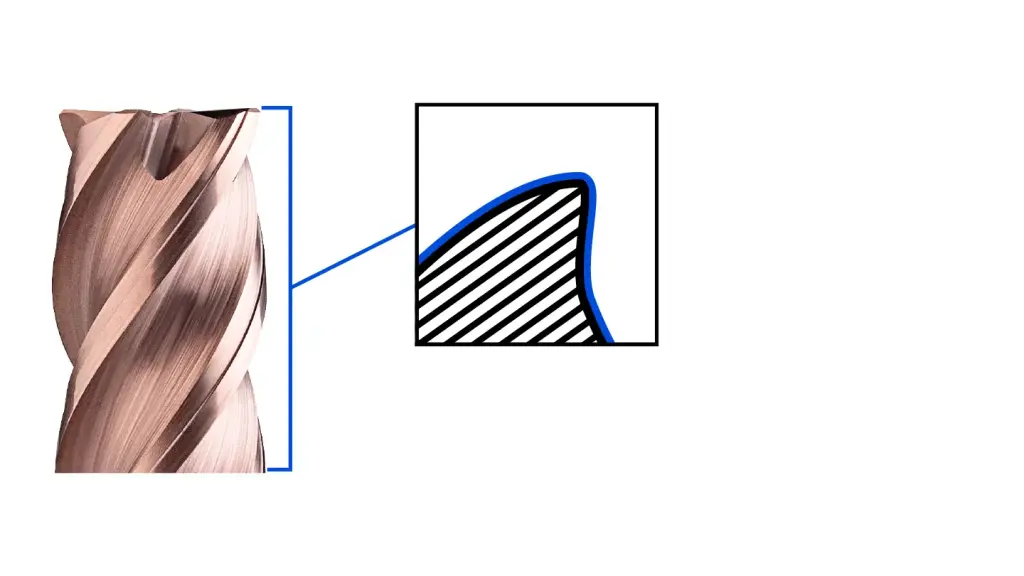
Beschichtung und Schichtnachbehandlung
Beschichtungen verhindern einen direkten Kontakt zwischen Werkstoff und Schneidstoff und reduzieren so Verschleiß durch Adhäsion, Abrasion, Diffusion oder Oxidation.
Zu den bekanntesten Beschichtungsverfahren für Zerspanungswerkzeuge zählt das sogenannte PVD-Verfahren (Physical Vapour Deposition), bei dem ein festes metallisches Material (Target) in einem Vakuum verdampft wird.
Häufig wird die eigentliche Beschichtung durch den zusätzlichen Einsatz eines reaktiven Gases gebildet. Das dampfförmige Beschichtungsmaterial kondensiert schließlich als Dünnschicht auf dem Substrat und bildet die Werkzeugbeschichtung.
Eine industriell besonders weit verbreitete PVD-Technologie ist die kathodische Lichtbogenverdampfung (kurz: Arc-PVD), welche sich durch ihre sehr hohe Abscheiderate auszeichnet.
1) Beschichtung auf einer unbehandelten Werkzeugoberfläche.
2) Beschichtung auf einer vorbehandelten Werkzeugoberfläche.
Glätten
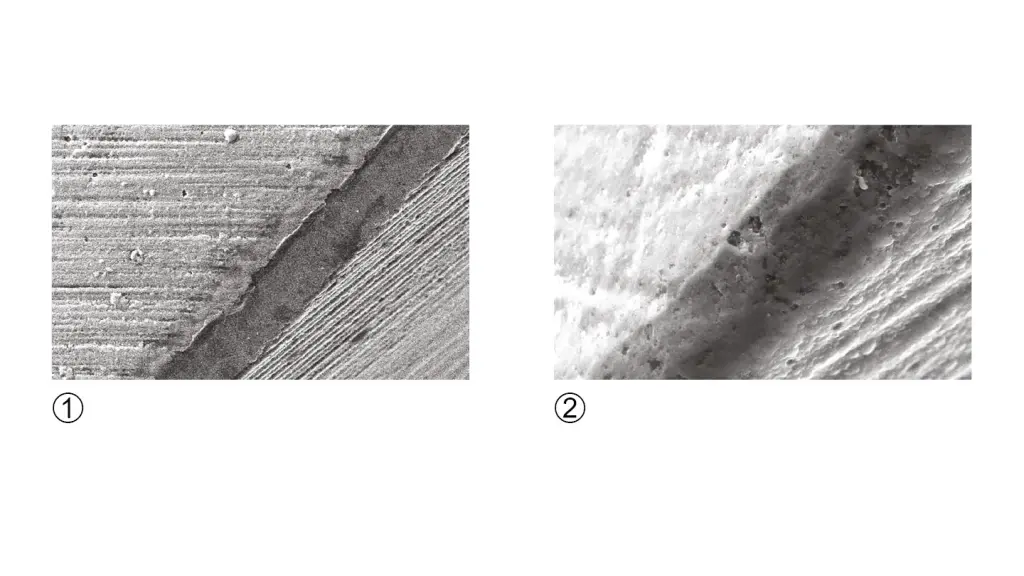
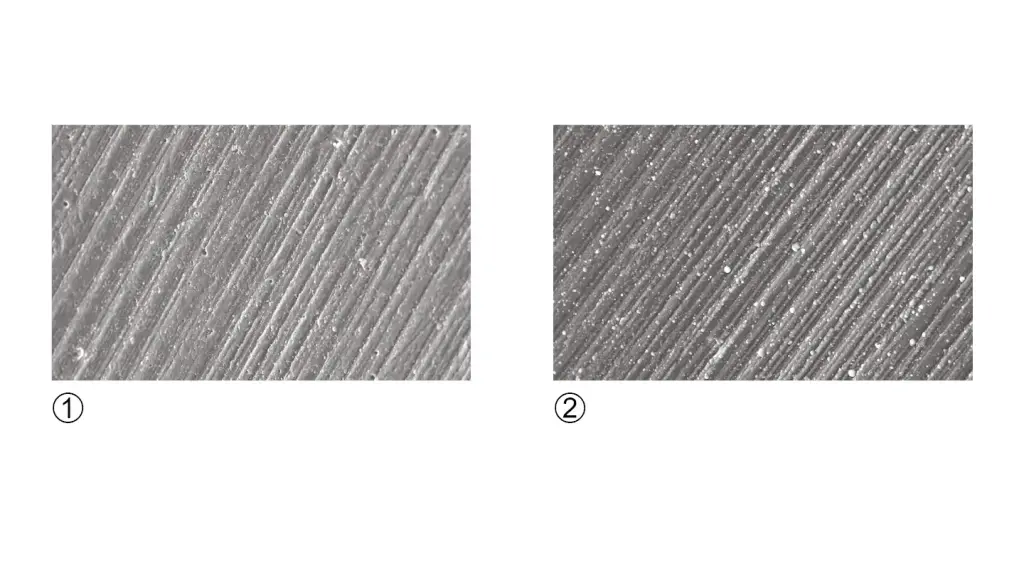
Beim Arc-PVD-Verfahren wird der Target-Werkstoff im Brennpunkt eines Lichtbogens durch die hohe Energiedichte verdampft. Dabei bilden sich jedoch schmelzflüssige Partikel (Droplets), die sich auf dem Substrat niederschlagen und mikroskopische Fehlstellen hinterlassen.
In speziellen Nachbehandlungsprozessen glätten wir diese und ähnliche Oberflächenrauheiten, um Reibung zu verringern und verlängerte Standzeiten zu erzielen.
1) Werkzeugoberfläche mit Droplets.
2) Werkzeugoberfläche ohne Droplets.
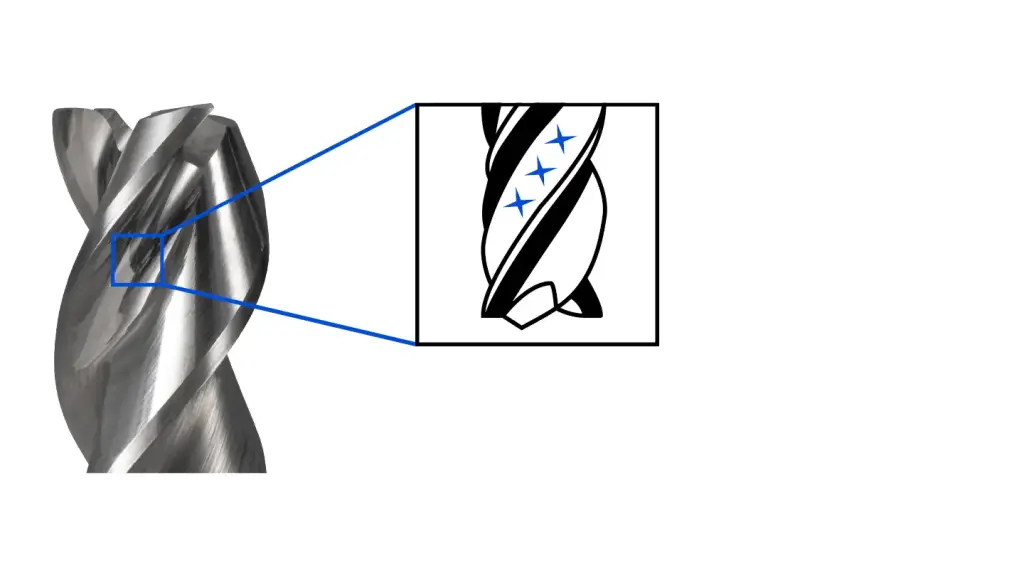
Polierschleifen
Die werkstoffspezifische Optimierung der Spanräume sorgt für eine kontrollierte Spanabfuhr, um das Zusetzen des Werkzeugs zu vermeiden.
Polierte Spanräume weisen eine sehr glatte Oberfläche auf und optimieren damit die Spanabfuhr bei der Zerspanung von NE-Metallen mit hohem Spanvolumen.