Fächerschleifer
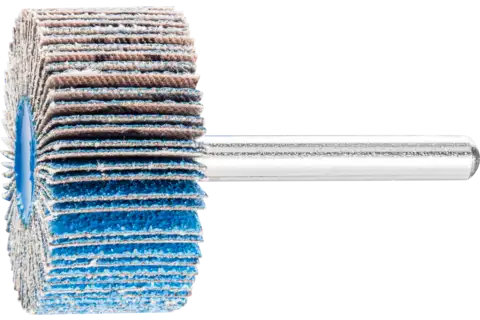
Zirkon Fächerschleifer F Ø 40x20mm Schaft-Ø 6 mm Z-COOL80 für kühlen Schliff auf Edelstahl


Passendes Zubehör und Ersatzteile









Technische Daten
Zirkon Fächerschleifer F Ø 40x20mm Schaft-Ø 6 mm Z-COOL80 für kühlen Schliff auf Edelstahl
- Breite
- 20 mm
- Korngröße
- 80
- Länge, Schaft
- 40 mm
- Max. RPM
- 19100 RPM
- RPM, opt.
- 9600 RPM
- Schleifmittel
- Zirkonkorund Z-COOL
- Ø Außen
- 40 mm
- Ø Schaft
- 6 mm
- Verpackungseinheit
- 10 Stück
Beschreibung
Vorteile
Anwendungsempfehlungen
Sicherheitshinweise
- Bearbeitbare Werkstoffe
- Bearbeitungsaufgaben
- Antriebsarten
PFERDVALUE
PFERDERGONOMICS
empfiehlt Fächerschleifer, um die beim Einsatz entstehende Vibrations- und Lärmentwicklung nachhaltig zu senken und den Arbeitskomfort zu verbessern.


Downloads